


文字再美,也抵不过视频中的护栏【【河道护栏】】把实惠留给您产品真实呈现,赶快点击观看吧!
以下是:护栏【【河道护栏】】把实惠留给您的图文介绍
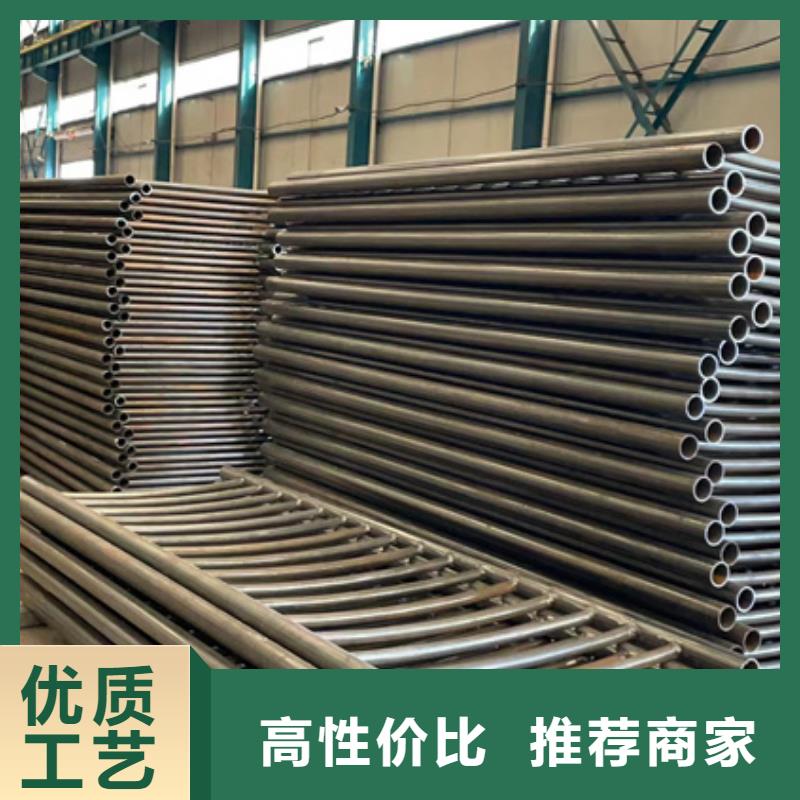
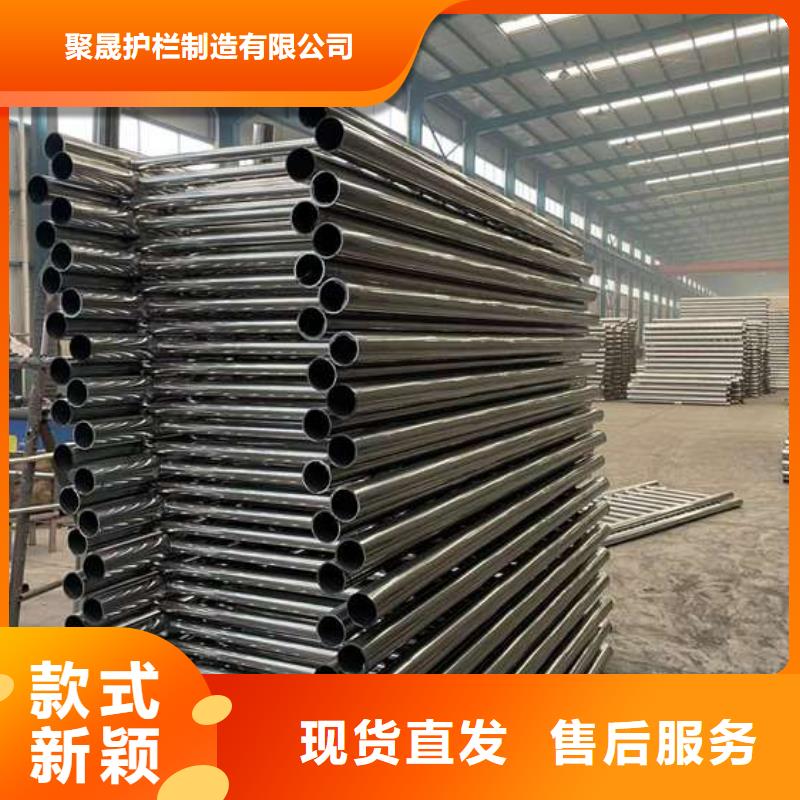
聚晟护栏制造有限公司(潍坊分公司)是一家专业生产 镀锌喷塑防撞栏的厂家,我公司位于开发区工业园,交通方便、运输方便,生产经营优势明显。公司主要产品为 镀锌喷塑防撞栏。 我公司与各大合作伙伴建立了良好的合作关系。公司一直致力于技术创新和产品质量的研发,经公司领导和广大员工的不懈努力,公司不断取得喜人的成绩。我公司秉承:诚信做人, 踏实做事的原则,坚信:天道酬勤,致臻方达。我们相信凭借公司所有员工的诚信品德,以及质优价廉的产品,心贴心的服务,定能与各地朋友共同长远发展!


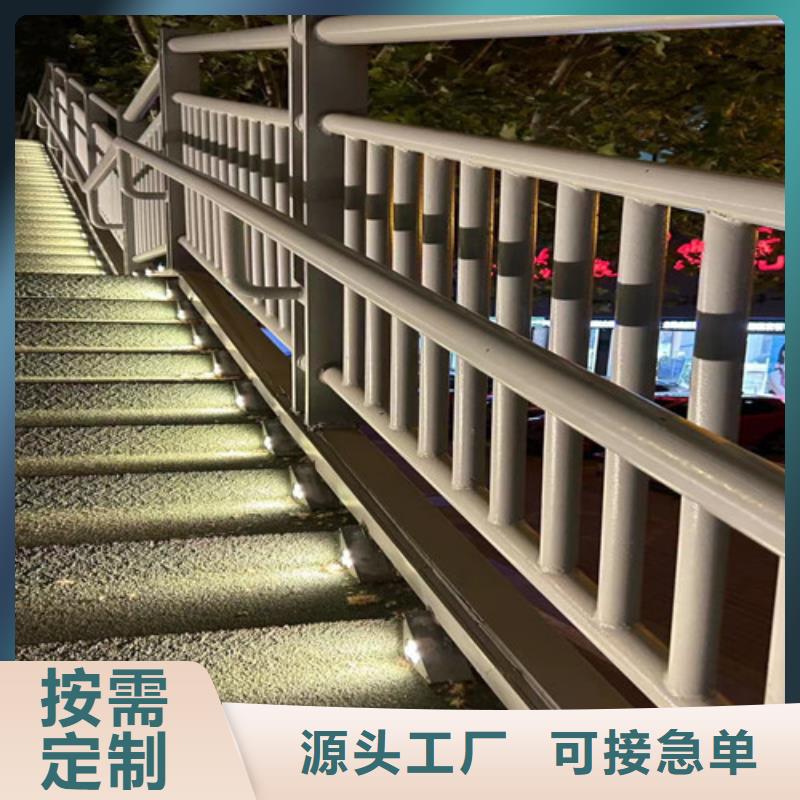
对于内衬不锈钢复合管焊接时,先对破口进行封底焊接,便复层与基层不会脱离,封底焊接可接增加接头不锈钢层的厚度,使接头对错边,气孔等缺陷不,增强耐蚀能力.采用.弧焊封焊、打底和热焊、孚电弧焊填充和盖面的焊接方法,在适当的工艺参数,并采取适当的工艺措施,可保证接头的性能。 内衬不锈钢复合管栏杆有什么优点1、具有良好的机械性能;由于内外两层均为金属材料,所以其抗压、抗冲击性强,抗拉强度大,伸长率高,弹性模量值高,热系数小,尤其适宜高层建筑给水的立管与支管及地埋敷设用。 如何控制不锈钢复合管的焊接质量不锈钢复合管是一种新型金属复合材料,具有不锈钢抗腐蚀和卓越美丽的外表及抗弯强度和抗冲击性。但由于它是将不锈钢板先卷制焊接,再与碳钢管一起冷拔而成,其基层与复层之间具有一定的空隙,这给焊接施工造成很大的困难。 那么不锈钢复合管有哪两种焊接措施呢首先是用磨光机制备正常坡口,但人挑选管内径差异不超过0.5毫米的复合管组对,用氩弧焊打底,但焊肉严禁超过复合层厚度。利用焊接过程的加热,使复合层与基层之间的油或锈产生的气体充分从坡口处的间隙蒸发溢出,过渡层焊肉也不得超过复合层厚度,第三第四道为正常焊接。



桥梁防撞护栏加工设备一次性大,复杂件要工装,电极,大量生产还需要降温设施。适合。批量生产,主要应用于产品,出口产品,有公差产品,其加工工艺稳定,操作简单。不锈钢复合管焊接要领。采用带有高频。其缺点不锈钢管是防污染性高脉冲装置的氩弧焊机焊接,气体保护措施与焊纯不锈钢一样,钨极焊针用Ф1.6㎜,焊丝用Ф0.8~Ф1.2㎜。 焊接电流点焊时可稍大40~50A,连焊时控制20~40A,焊接速度一般15~25㎝/min.。对焊处两端磨坡口。采用低电压小电流(20A~30A),氩气调节到0.5Mpa左。牌号HOCr2NN(即304焊丝)。 对复合管联接处进行填焊,对需要透焊的复合管,采用两次焊接方式,先将内层碳素钢管焊好,再将表层不锈钢层。焊接(两次焊接均采用氩弧焊),在焊接过程中,若发现穿孔,咬边等缺陷。右说明电流偏大,可调小。如管材焊不透。


